产线数据采集与多级关联系统:如何做到单品、中盒、大箱100%零误差套标?
深度解析产线数据采集与多级包装关联系统的底层逻辑,揭秘单品、中盒、大箱100%零误差套标的视觉采集、边缘计算、容错剔除技术,附广州鸿亿防伪科技标准化SOP实施流程与软硬件一体化落地方案。
对于快消品、酒水饮料、农资化肥及医药行业而言,建立"一物一码"防窜货与溯源系统已是品牌数字化管理的标配。然而,无数企业在实施过程中遭遇了最致命的滑铁卢:终端消费者扫码数据正常,但经销商大批量收货时却发现箱码与内部单品码对不上。错批、漏批、串批现象频发,不仅防窜货沦为一纸空文,甚至导致市场管理彻底失控。这一切的罪魁祸首,都在于生产车间的"多级包装数据关联系统"存在漏洞。
本文将由拥有丰富落地经验的 广州鸿亿防伪科技有限公司 执笔,深入工业生产最前线,为您深度拆解如何通过卓越的软硬件架构设计,在高速运转的流水线上实现单品、中盒、大箱甚至托盘层级的 100% 零误差套标与数据多级关联。
一、行业背景:防窜货与全链路溯源的阿喀琉斯之踵
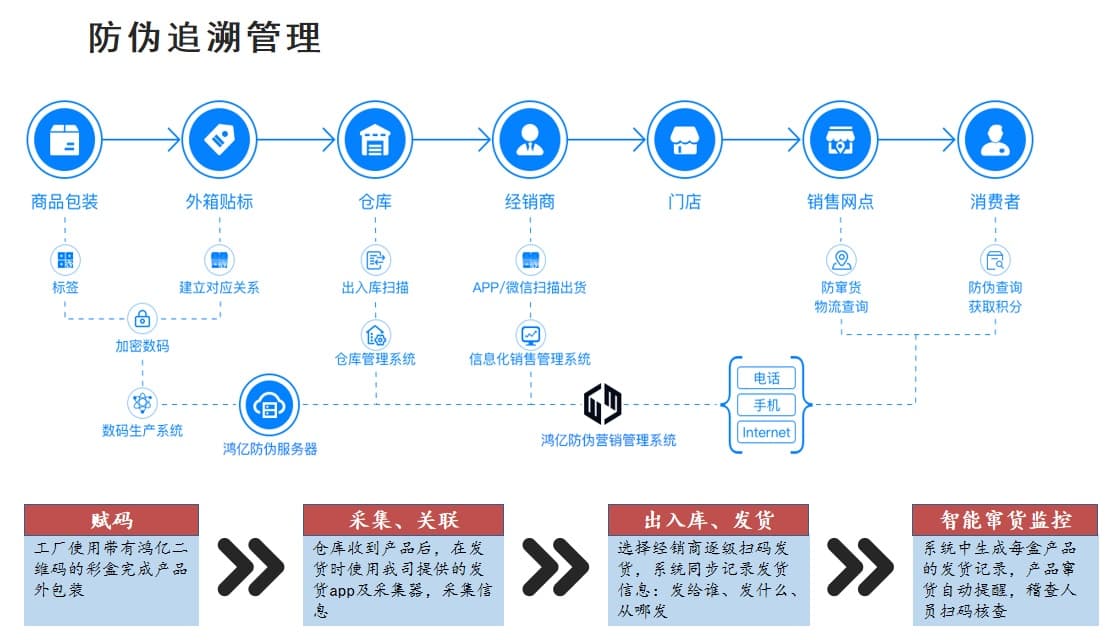
所谓多级包装关联,是指在产品生产入库的过程中,将 N 个单品的唯一身份码(如二维码)与它们所属的 1 个中盒身份码绑定;再将 M 个中盒码与 1 个外箱条码绑定。这种 "N合1、M合1" 的数据嵌套关系,是构建防窜货体系的地基。经销商扫一下外箱码,系统就知道这箱里具体装了哪几十瓶产品。
但是在实际的工业制造现场,理想丰满,现实骨感。传统的"只顾打码、盲目装箱"模式会面临巨大的挑战:
- ▸高速运转下的漏读错读: 产线速度动辄每分钟几百件,条码只要稍微倾斜、反光、或是印刷有微小瑕疵,相机就可能漏读。
- ▸人工干预造成的物理与数据脱节: 质检员在产线上抽检拿走了一个产品,或者机器卡料掉落了一个产品。物理上少了一个,但计数的传感器依然传给了系统错误的数据,导致"缺斤短两"的错位装箱。
- ▸断网环境下的数据灾难: 车间网络一旦波动,直连云端的数据包就会丢失。等到网络恢复,之前打出来的码早已经不知道装到哪个箱子里了。
这些问题导致的结果就是"套标错乱"。一旦关联错误,渠道稽查人员在市场上扫出的防伪码,其后台系统显示的经销商发货流向完全是错误的。品牌方斥巨资打造的数字化渠道防窜货系统将彻底失效。
二、技术原理:揭秘多级包装关联的底层逻辑
要做到 100% 零误差,就必须放弃"盲装盲信"的思路,转而采用"先采、后检、再聚、即时绑"的闭环控制原理。
1. 物理层与数据层的强映射关系
在生产线上,产品是以物理实体(瓶、盒、箱)在履带上移动的。系统必须将流水线划分为严格的"虚拟空间工位"。当光电传感器检测到一个瓶子进入工位A时,打码机为其赋予物理标识;随后瓶子进入工位B,工业相机(CCD)捕获图像并解码。此时,数据层的队列必须与物理履带上的产品队列保持绝对的同步。任何未成功识别的产品,必须在工位C被物理剔除,绝不允许进入工位D(装箱工位)。
2. 机器视觉采集与边缘计算的协同(关键破局点)
为了克服反光、曲面、高速运动带来的模糊问题,必须采用高帧率的工业相机配合专用的频闪光源。但更重要的是背后的边缘计算能力。
相机的图像数据如果直接扔给云端服务器去解码和判断,网络延迟会导致剔除机构根本来不及动作。因此,必须在产线旁部署工业级的边缘控制网关。边缘网关在 10 毫秒内完成图像到数据的转化、黑白名单校验、以及计数累加,并直接通过 PLC(可编程逻辑控制器)输出气动剔除信号。
3. 容错与剔除机制:零误差的核心保障
100% 准确率不是靠设备永远不坏来实现的,而是靠强大的"防呆与容错机制"。
在多级关联系统中,只有当系统缓存队列里完完整整地收集齐了指定数量(如24个)的正确单品码,并且物理感应器确认这24个产品已经推入纸箱后,系统才会指令贴标机打印出1张与之对应的大箱码。如果中间剔除了1个不良品,系统会自动挂起该箱的装箱动作,等待下一个合格品补足数量,以此彻底杜绝混箱、少装。
三、应用流程:从单品赋码到大箱入库的标准作业 SOP
不同的包装形态会有不同的流水线布局,但核心的多级数据关联工作流是相对标准化的。以下是一个典型的"单品-中盒-大箱"三级关联生产流程:
第一步:单品赋码与一级数据采集
- ▸赋码: 激光机或喷码机在产品单体(瓶身/盖底/盒面)上高速喷印唯一二维码。
- ▸在线检视: 产品顺流经过视觉采集站。高速相机在补光灯配合下读取二维码。
- ▸判定与剔除: 若识读失败(重码、模糊、未打上),气压剔除杆瞬间将其推出主线。合格产品的二维码数据进入边缘系统的"一级缓存池"进行计数。
第二步:中盒包装与二级级联(单品-中盒)
- ▸聚合动作: 机械臂或分道器将固定数量(假设为 10 个)的合格单品推入中盒。
- ▸触发绑定: 传感器检测到推入动作完成,边缘网关立即将缓存池中最新的 10 个单品码打包生成一个关联数据包。
- ▸中盒赋码: 系统控制中盒贴标机或大字符喷码机,在中盒外表面打印出一个包含了刚刚这 10 个单品信息的中盒二维码。中盒随之通过第二道相机进行二次验码,确认中盒码打印清晰且可读。
第三步:大箱聚合与三级入库(中盒-大箱)
- ▸再次聚合: 假设每 6 个中盒装入一个瓦楞纸大箱。
- ▸大箱生成: 系统在采集到 6 个合格中盒码后,自动下发大箱标签打印指令。即时打印贴标机(Print & Apply)将大箱标签贴附于封箱后的纸箱侧面。
- ▸数据上云: 此时,这 1 个大箱包含了 6 个中盒,共计 60 个单品的完整层级数据链已在边缘端构建完毕。网络通讯模块将这组"三级嵌套数据"打包,安全加密并上传至云端的一物一码系统服务器,等待出库扫码。
单品、中盒、大箱自动化采集与多级关联标准SOP流程
四、企业实施方案:广州鸿亿防伪科技的破解之道
市面上有很多做溯源软件的公司,但一到车间现场就束手无策,因为产线改造是个"硬骨头"。作为行业领先的解决方案提供商,广州鸿亿防伪科技有限公司 能够真正将多级关联系统完美落地,得益于我们独特的四大核心优势:
1. 卓越的软硬件一体化能力
我们不是简单的软件分销商,也不是纯粹的五金设备厂。我们自主研发了底层工控主板与顶层云端 SaaS 平台。这意味着我们的工业视觉相机、激光打码机、称重剔除机与溯源管理软件说着"同一种底层语言"。当现场出现抖动或微小误差时,软硬件能实现微秒级的自纠错与补偿,从而保障关联准确率直达 100%。这也是鸿亿全链路产品追溯系统备受大中型制造业青睐的原因。
2. 无缝衔接的低成本产线改造能力
针对传统企业老旧流水线空间狭小、无预留工位的问题,鸿亿工程师具备极强的现场工程能力。我们发挥 低成本产线改造能力,通过非标设计的紧凑型过桥支架、柔性分道机构以及旁路控制柜,能够在不破坏原有输送带、不改变原有作业动线的前提下,像"搭积木"一样把采集和剔除模块嵌入进去。企业只需花费极小的改造成本,就能让老产线焕发数字化生机。
3. 灵活应对的防伪标签生产能力
并非所有产品都适合在高速线上直接打码。对于某些特殊包装(如高反光金属罐、极小管型物料),直接赋码的识读率无法保障。此时,我们依靠自身强大的 防伪标签生产能力,为企业提供"预赋码"解决方案。我们可以在鸿亿高规格的印务车间内,预先印制具有多重物理防伪特性的防伪标签(如揭开留底、全息镭射套印技术),并以卷标形式交付。企业只需在产线上安装自动贴标机,配合我们的视觉比对系统,同样能无懈可击地完成多级包装关联。
4. 强大的"一物一码系统能力"与 ERP/WMS 打通
产线上的关联仅仅是数据的起点。广州鸿亿构建的 一物一码系统能力 提供了丰富的 API 接口,能够将车间打包好的赋码关联数据实时推送至企业的 SAP、用友、金蝶等 ERP 系统以及 WMS 仓储系统。出库时,叉车工只需扫描一下栈板或大箱上的条码,系统瞬间联动,完成几千个单品的出库流向登记,彻底消灭防窜货管理的死角。
五、常见误区:多级关联系统建设的"隐形陷阱"
- ▸误区一:认为"几把扫码枪 + 一套记录软件"就是关联系统。 许多企业为了省钱,买了几把手持扫码枪让工人手工扫码装箱。一旦工人开小差扫漏一个,或者重复扫了一个,整箱数据就作废了。真正的工业级系统必须是系统自动计数、自动截断、且强制锁定关联状态的闭环自动化系统,不能过度依赖人的自觉性。
- ▸误区二:只关注"读码",却忽视"剔除"导致错装与混箱。 有些方案供应商只负责把条码读出来,却不对无法读码的产品进行物理干预。如果一个没打上码的废品流到了包装箱里,占用了物理位置,但数据没有进入系统,这就造成了"物理装箱数量已满,数据包数量未满"的僵局。没有自动剔除机构的多级关联系统,形同虚设。
- ▸误区三:数据全靠云端直连,忽视车间边缘网关的断网容灾。 工业车间的电磁干扰强,WIFI 和 4G/5G 信号极易波动。如果在产线上读一个码就调一次云端 API,一旦网络闪断两秒钟,流水线上的几十个产品就会因为没有收到反馈而"失联"。必须要有强大的边缘服务器(本地工控机)做缓冲代理,才能确保生产不停机、数据不丢失。
六、常见问题解答 (FAQ)
如需进一步了解自动化产线赋码设备与多级关联系统的协同方案,欢迎查看我们的食品企业防伪追溯落地案例,或前往防伪查询系统演示亲自体验数据联通效果。